Project Category: Chemical

"Convert Your Old Roof Into New Road"
Join us for a Conversation. April 5, 2022. 9:30-12:30

Project Overview
Asphalt shingles have been the predominant materials used in residential and commercial roof construction across North America for many decades. Their widespread adoption generates about 1.3 million tons of waste in Canada per annum which takes approximately 300 years to decompose in landfills. West Canada Engineering (WCE) believes methods of recycling this waste will solve environmental and social concerns by creating a circular economy.
View our Video
About our Team









Details About Our Design
HOW OUR DESIGN ADDRESSES PRACTICAL ISSUES
WCE created the design of an asphalt shingles recycling facility located in rocky view county that operates 183 days per year. In that time period, our plant processes 915 tons of waste collected from post-consumer and post-manufacturer roofing activities.
How our project creates a better world.
- Consumers in Calgary can benefit by paying a disposal fee of less than $293/tonne.
- Manufacturers can reduce their energy and material requirements by 7%-10% by adding our recycled products to the mix of virgin raw materials.
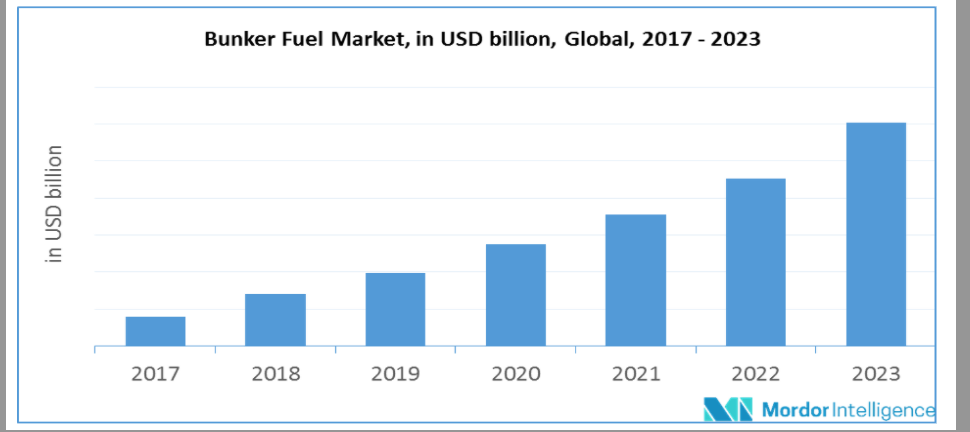
- Heavy fuel oil (1020 m3/yr.) produced can serve as an alternative fuel for the marine industry.
- Upgraded aggregate/asphaltene material (74 tons/yr.) creates an ideal mix for cold patches and crack filling in roadways.
WHAT MAKES OUR DESIGN INNOVATIVE
Asphalt shingles represent an enormous industry with opportunities for entrants due to the high economic and environmental costs associated with the disposal of waste shingles.
Our Processes have the following key highlights
- Unique processes that allow for non-recyclable material to be filtered and trucked out.
- Enhanced separation of asphaltic content from shingles utilizing bioremediation/fermentation agent ‘VaporRemed’
- Robust design that allows for the final product to be adjusted as per requirements of diverse customers – road construction and shingle manufacturers.
WHAT MAKES OUR DESIGN SOLUTION EFFECTIVE
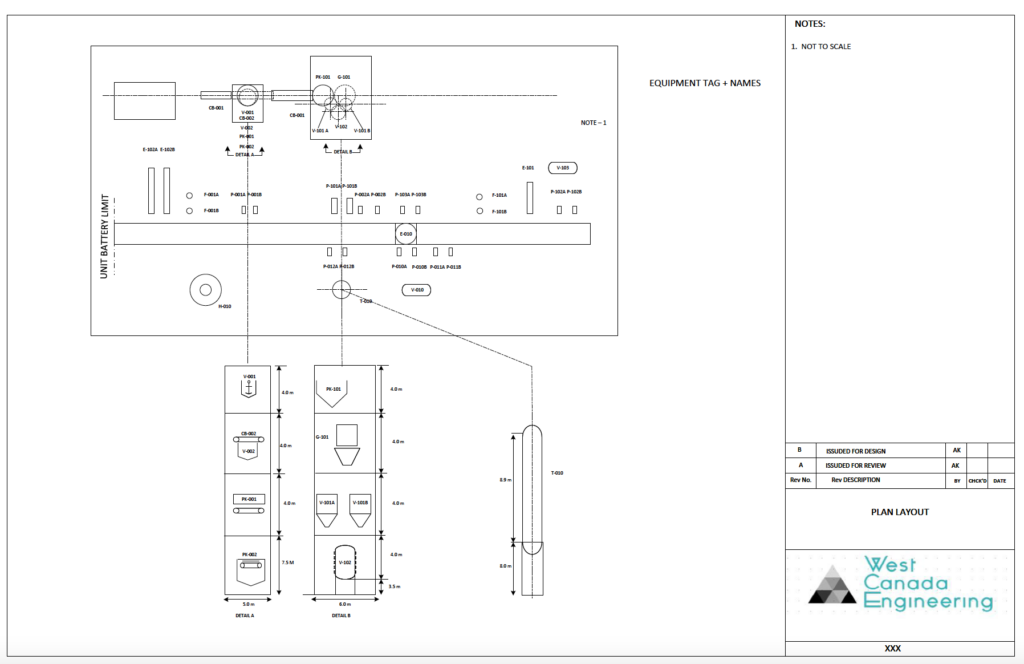
WCE considered various environmental, economic, and technical aspects before selecting the equipment. Challenges around accurate handling of waste were solved by adding special handling attributes to pieces of equipment.
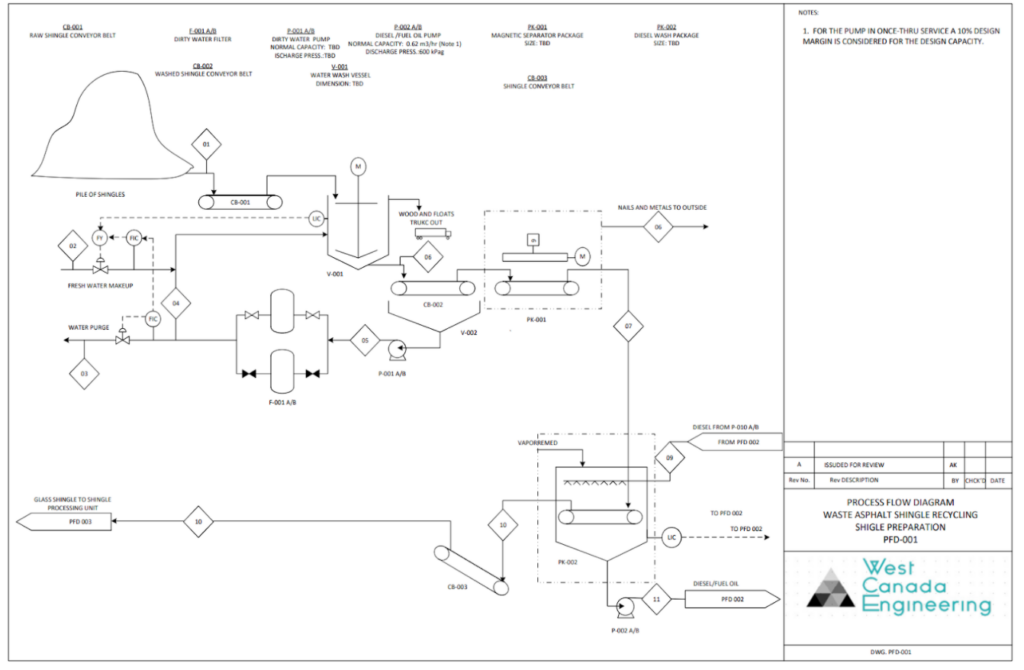
Water Wash and Magnetic Separator: The water wash vessel, V-001 allows for the lighter components like wood (5 wt% of waste) to be separated with ease, dirty water gets collected in V-002 and through filtration F-001 A/B either gets recycled back into V-001 or purged out of the process, based on the quality of water. Magnetic package PK-001 separates nails and other metallic components (14.8 wt% of waste).
VaporRemed/Diesel Spray: Diesel wash package PK-002, consists of a vessel for collecting the diesel, a conveyor belt for transferring the shingles being washed, a series of spray nozzles that are capable of spraying warm diesel with VaporRemed product (a bioremediation agent that acts as a catalyst to help separate asphalt from shingles)
Heater and Fractionator Column: Heater H-010 brings the temperature up for adequate separation of diesel from fuel oil. Flash calculations indicated that an outlet temperature of 300℃ at atmospheric pressure would allow for all the diesel and lighter parts of fuel oil to be vaporized from the bulk of the material. The Fractionator column consists of 10 theoretical stages with an estimated efficiency of 70% which drives the number of trays to 14. To avoid losing diesel to the bottom of the column, superheated stripping steam is introduced to the bottom of the column at a rate of 2.5 wt% of the feed.
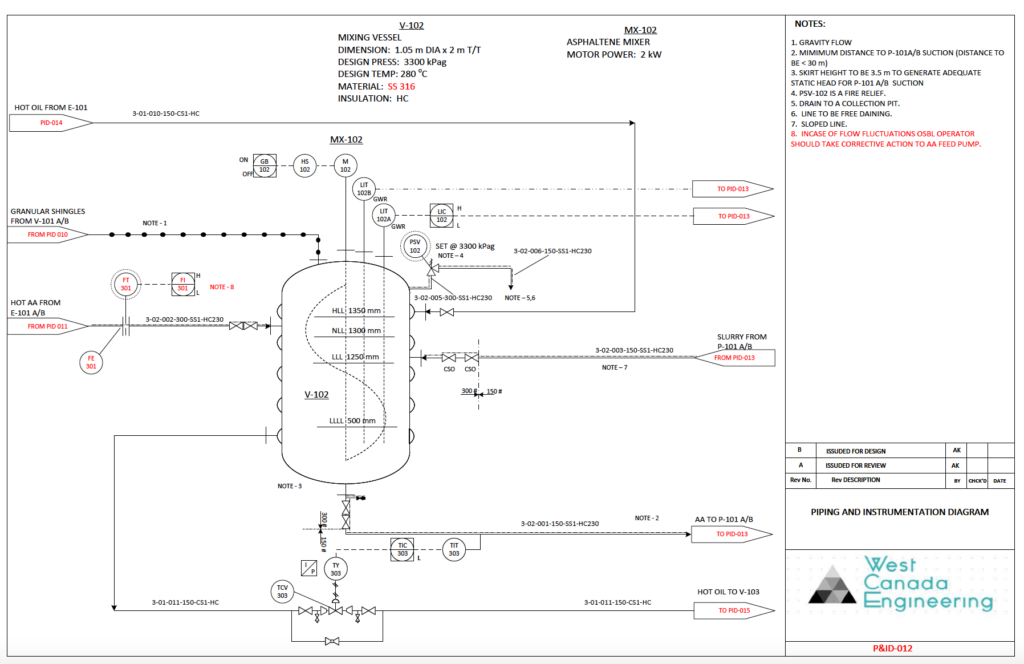
Granular Shingle Storage: The granular shingles will be directed into two-hoppers, V-101 A/B by gravity through rotary valves. To maintain continuity for the plant operation, two hoppers were selected. One is being fed from the Crusher/Grinder package while the other one is feeding the Mixing Vessel V-102. Based on the average shingle density of 1524 kg/m3 and void fraction of 0.8, the estimated Hopper Vol is 0.66 m3. For a safer design, 1 m3 was considered for each hopper
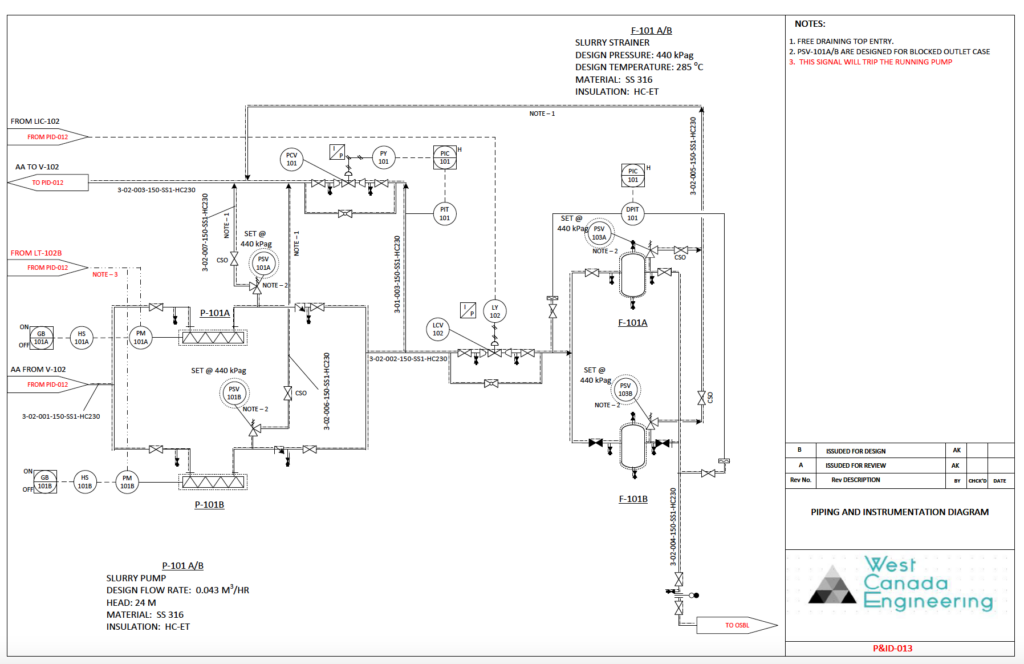
Tracing: All pipes in AA and AA slurry services are insulated and electrically traced at 230℃. The incoming AA pipe to the plant battery limit is insulated and traced at 160 ℃. Slurry Pump, P-101 A/B, and Slurry Strainer F-101 A/B are also insulated and traced at 230℃.
HOW WE VALIDATED OUR DESIGN SOLUTION
This design is a hybrid model of multiple patents and limitations were addressed following the inputs from industry experts. Due to the variable content of asphalt in shingles waste, It was important to calculate and control the composition of the final output stream. A successful mass and energy balance was performed in Aspen, symmetry and confirmed via hand calculations. From this model, equipment sizing was calculated which lead to an improved economic analysis of the project.
FEASIBILITY OF OUR DESIGN SOLUTION
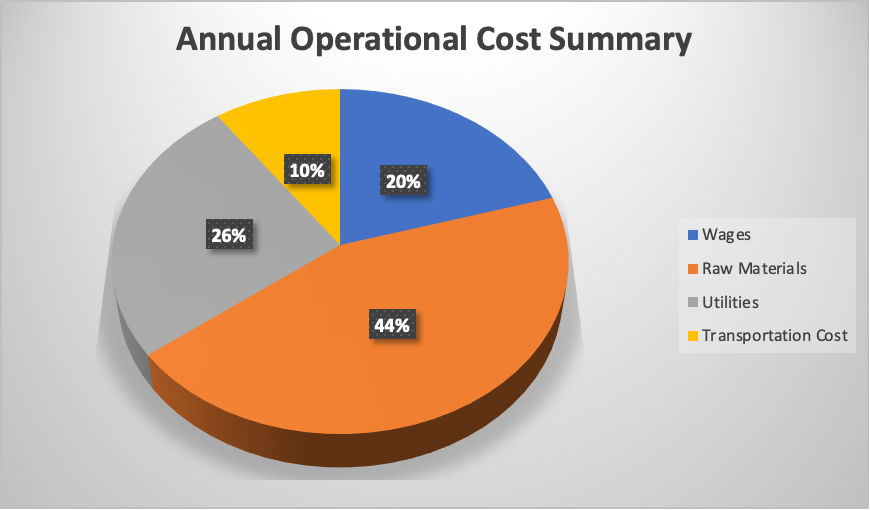
WCE calculated capital cost using software CAP COST, wherewith the specification of streams – a total cost of $780,605 CAD was realized for the major equipment concerning our recycling plant. The working capital investment for the project was assumed to be 10% of the total equipment cost, i.e. $78,060 CAD.
In order to determine the direct and indirect costs associated with our recycling plant, a cost-factor method was implemented. The cost of purchased equipment will serve as a basis for estimating the direct and indirect costs. Direct cost (including equipment installation, piping, electrical cost, land) for the plant was calculated as $265,406 CAD. Indirect cost (including construction cost, contingency, non-operating labor) was $655,708 CAD.
The project timeline is scheduled over a period of 10 years. The initial first-year schedule would be focused on designing the process, any required construction, commissioning, and setup; which will be labeled as Year 0. The main sources of revenue include the tipping costs, and the sale of heavy fuel oil (mainly used in the marine industry) and recycled asphalt shingle powder (widely used for road construction applications). Thus, the yearly revenue obtained is calculated to be $2,590,460 CAD.
Total Capital Investment Summary
| Fixed Capital Investment(FCI) = Direct Cost + Indirect Cost | $921,114 |
| Working Capital Investment (WCI) | $78,060 |
| Total Capital Investment = FCI + WCI | $999,174 |
Mentors
WCE would like to extend our heartfelt gratitude to the following individuals for their immense support throughout this project:
Our industry mentor/client, Dr. Bent Nielsen for providing us with knowledgeable experience and constructive feedback constantly during this project.
Our project supervisor Dr. Michael W. Foley and course coordinator Dr. Hector De la Hoz Siegler for their technical assistance during the fall 2021 and winter 2022 semesters.
Our Photo Gallery








References
- Satyanarayana Ganti (2020): “Energy efficient method for recovering oil from asphalt waste utilizing bioremediation.” US Patent No. 10,550,329 B.
- H.M. Moharam, R.A. Al-Mehaideb, and M. A Fahim; New Correlation for Predicting Viscosity of Heavy Petroleum Fractions; Dept. Chem. Eng. and Petroleum Eng, UAE University; Fuel 1995 vol 74 No. 12
- G. Delaplace, J. C. Leuliet, V. Relandeau; Circulation and mixing times for helical ribbon impellers. Review and Experiments; Experiments in Fluids 28 (2000)
- J.P Holman; Heat Transfer McGraw-Hill, 5th Ed.
- J. Garvin, “Understand the Thermal Design of Jacketed Vessels” Chem Eng. Progress Jun. 1999
- E. Ludwig; Applied Process Design for Chemical and Petrochemical Plants, Vol III; 4th Ed. Golf Professional Publishing
- Max Stone Peters; Timmerhaus K.D.; West R.E. Plant Design and Economics for Chemical Engineers; Mcgraw-Hill:Boston, 2006
- T. Townsend, J. Powell, C. Xu, Environmental Issues Associated With Asphalt Shingle recycling, US EPA Innovations Workgroup, (October 19 2007) Retrieved Dec 9, 2021, from https://p2infohouse.org/ref/42/41566.pdf
- D. Kelley, Methods of Forming an Asphalt Shingle Waste Powder from Asphalt Shingle Waste, (February 12, 2020) Retrieved December 5, 2021 from https://patentimages.storage.googleapis.com/60/51/58/3c97a747f11f71/US10683620.pdf
