Project Category: Chemical
Join our presentation
About our project
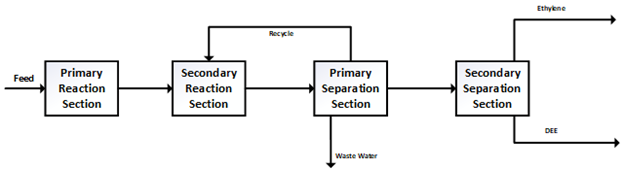
The aim of our project is to produce ethylene in an ethical way through the use of renewable sources. We chose to use corn due to its abundance in North America thus making it a cheap and viable option.
This corn will first undergo a fermentation process which converts it into bioethanol. This bioethanol is then mixed with water before being sent into our plant. Within our plant, it undergoes catalytic dehydration which basically means the water is removed from ethanol in the presence of a catalyst and ideal conditions. However, in the process of this removal, two different compounds are formed. These are ethylene and diethyl ether, which each have wide practical applications. The biggest use of ethylene is in the plastics industry whereas diethyl ether is used as a laboratory solvent. However, before it can be used industrially, it needs to go through a rigorous “cleaning” process which is what our plant does.
Meet our team members
Ali Jamil
Arth Trivedi
Danika Mendonca
Kamile Cepaityte
Farhan Rahman
Details about our design
WHAT MAKES OUR DESIGN INNOVATIVE
Reactors
- HZSM-5 catalyst was selected over more industrially common catalysts due to the fact we receive minimal byproducts, benefit from an extended lifespan, and aren’t constrained by a complete conversion of ethanol.
- We are able to save capital by using the same catalyst in both reactors, and simply modifying operating conditions to ensure we produce different amounts of product in both reactors.


Distillation Columns
- The first distillation tower is temperature controlled in order to avoid cryogenic temperatures through the use of a partial condenser
- The use of a natural entrainer in our system, Diethyl Ether, broke the azeotrope which allowed use of regular distillation columns as opposed to pressure swing or azeotropic distillation
HOW OUR DESIGN ADDRESSES PRACTICAL ISSUES
Traditionally, in North America, ethylene is produced through the thermal cracking of hydrocarbons such as ethane, in the presence of steam. As petroleum and natural gas are non-renewable resources, the development of a sustainable method of ethylene production is desirable both economically and environmentally. Our design avoids the use of non renewable resources by producing ethylene via bioethanol dehydration. Ethanol can be obtained by the fermentation of biomass such as corn, which is a renewable and relatively inexpensive feedstock.
WHAT MAKES OUR DESIGN SOLUTION EFFECTIVE
Reactors
- Our process aims to maximize the conversion of ethanol through the uses of recycle streams, such as the one that runs from the third flash evaporator right back to the outlet of the first reactor.
- Our process employs two different reactors in order to increase the yield of both ethylene and diethyl ether.
- Our process ensures that over 99% of our feedstock is completely converted into ethylene and diethyl ether
- Each reactor runs at highly specific temperature and pressure to ensure we receive the quintessential amount of product, with minimal waste
Distillation Columns
The effectiveness of a process depends greatly upon its separation equipment, and for that reason we chose to look at our largest separation equipment: the distillation columns.
- The temperatures throughout the towers, and process, has been optimized to require as little cryogenic cooling as possible
- Both distillation towers have been heavily optimized to reduce the reboiler energy requirements
- We have used ordinary distillation columns, as opposed to more expensive pressure swing distillation, despite our mixture being azeotropic in nature. This has reduced overall equipment costs greatly
HOW WE VALIDATED OUR DESIGN SOLUTION
Reactors
The Reactors were validated in Matlab through the solving of partial differential equations under the same conditions used in the simulated reactor. These results were then compared to the results we obtained from the Symmetry Simulation. The results are shown below, and indicate that the difference between the two software results are less than 15%. This proves the feasibility of this validation method.

Reactor 1 Results

Reactor 2 results
Distillation Towers
The distillation towers were validated through the third-party software KG Tower. This required making an approximation for the tower diameter and DownComer Side Width through the use of the Darius tray sizing Brochure 4900 which employs multiple equations and graphs which can be solved from the simulation data. These two values are then put into KG Tower which calculates all the other relevant values based upon these two values.
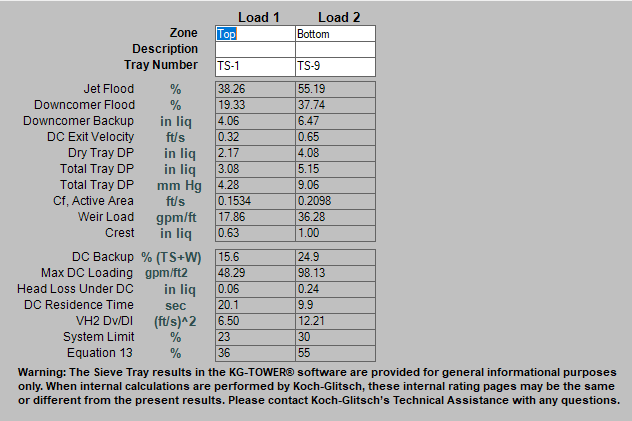
Distillation Tower 1

Distillation Tower 2
Heat Exchangers
The heat exchangers were detail-designed and validated through the use of HTRI Xchange Suite. This was done in part through the Symmetry platform since there is an internal link within the heat exchanger stencils in the Symmetry simulation platform. HTRI Xchange suite takes the exact design condition as that in Symmetry, runs the heat exchanger within its own engine and then allows optimization of the heat exchanger area through increase or decrease of the heat exchanger dimensions.

Heat Exchanger 1 Report

Heat Exchanger 1 Tube Layout
FEASIBILITY OF OUR DESIGN SOLUTION
Our design solution is feasible due to the fact we are able to meet the ever growing worldwide demand for ethylene by successfully producing 208.57 kt/year and 157.30 kt/year of ethylene and diethyl ether respectively. Our design aims to minimize our environmental footprint by drastically reducing carbon emissions, especially when compared to traditional production methods. Additionally, our team conducted a HAZOP safety analysis on a P&ID node in our process in order to identify potential safety hazards caused by deviation from standard operating conditions, and safeguards that could be used to prevent them.
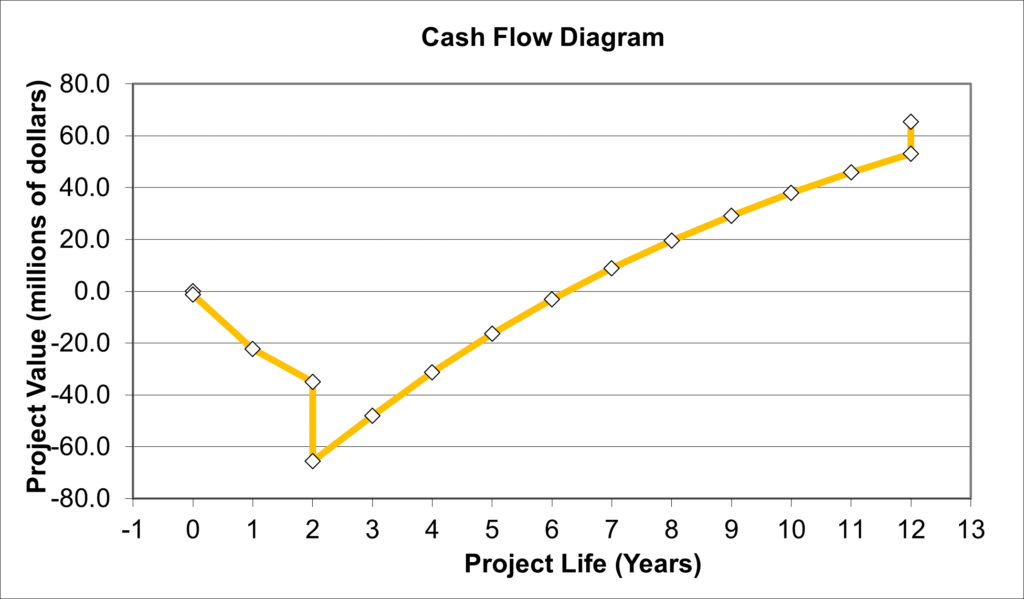
Our planet at recent market prices would be attractive to investors with with a NPV of 65 million and DCFRR of 27%. Once the detailed design of the heat exchangers and separation vessels was performed the economic analysis drastically improved. As well ethylene prices were at substantially higher price of 37.75 $/lb (as of February 2nd 2021) and ethanol at relatively lower price point of 0.64$/kg.
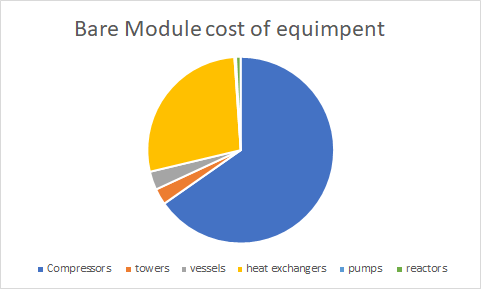
The total fixed capital of the project is 38.5 million with a working capital of 37 million. The payout period with a single investment and MARCS depreciation of 10 years is about 2 years.
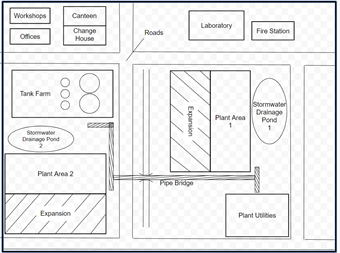
Location
The plant location chosen was Junction 42 located 10 kilometers south of the City of Red Deer, Alberta. The average price of land around the Red Deer area is about 4,300 $/acre.
Partners and mentors
We would like to thank our supervisor, Dr. Michael Foley, for his dedication and patience on our project’s work throughout these past eight months.
Our photo gallery
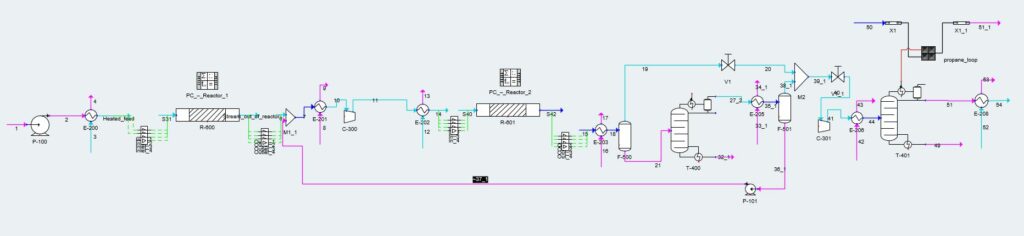
Simulation
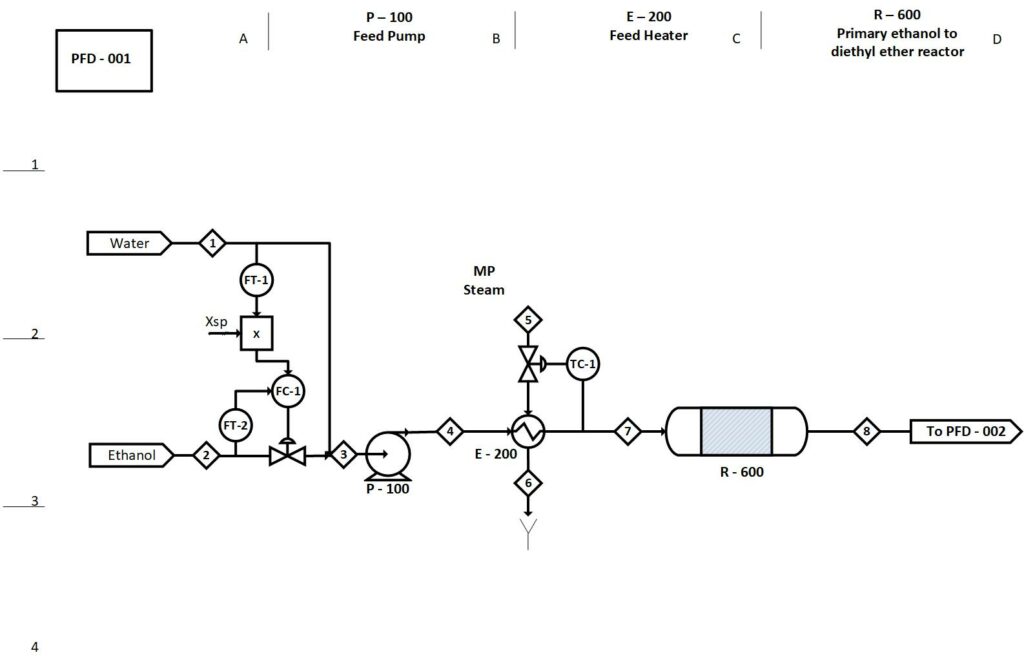
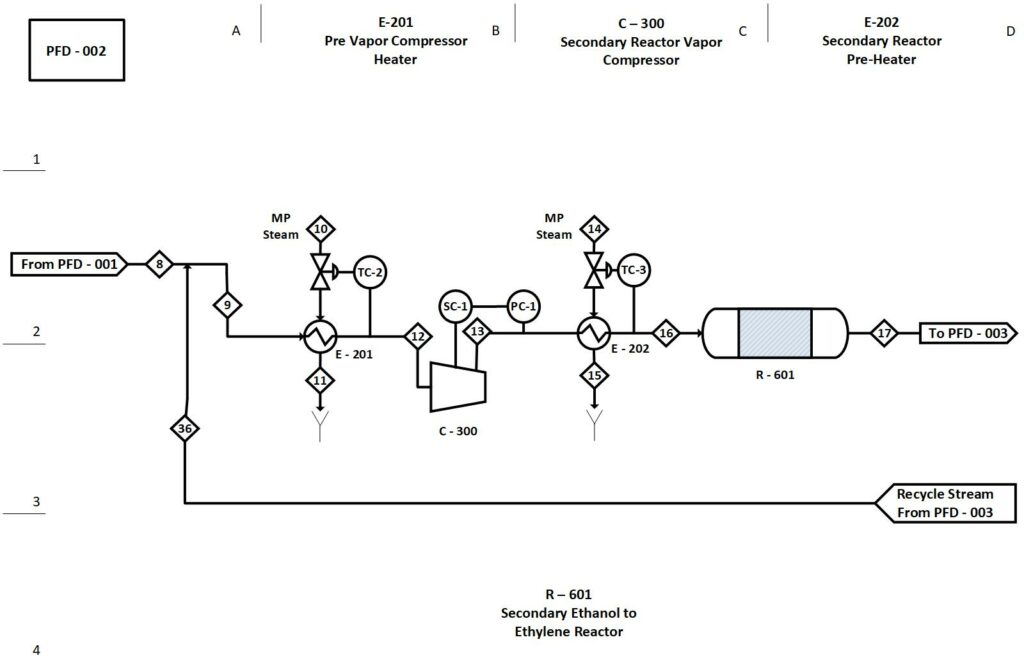
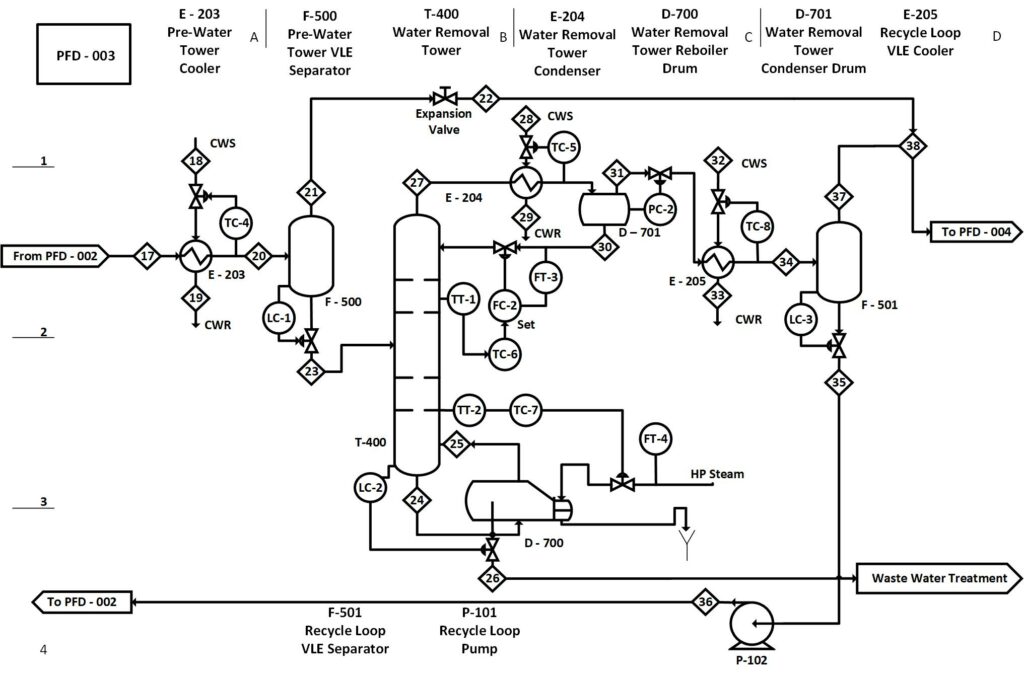
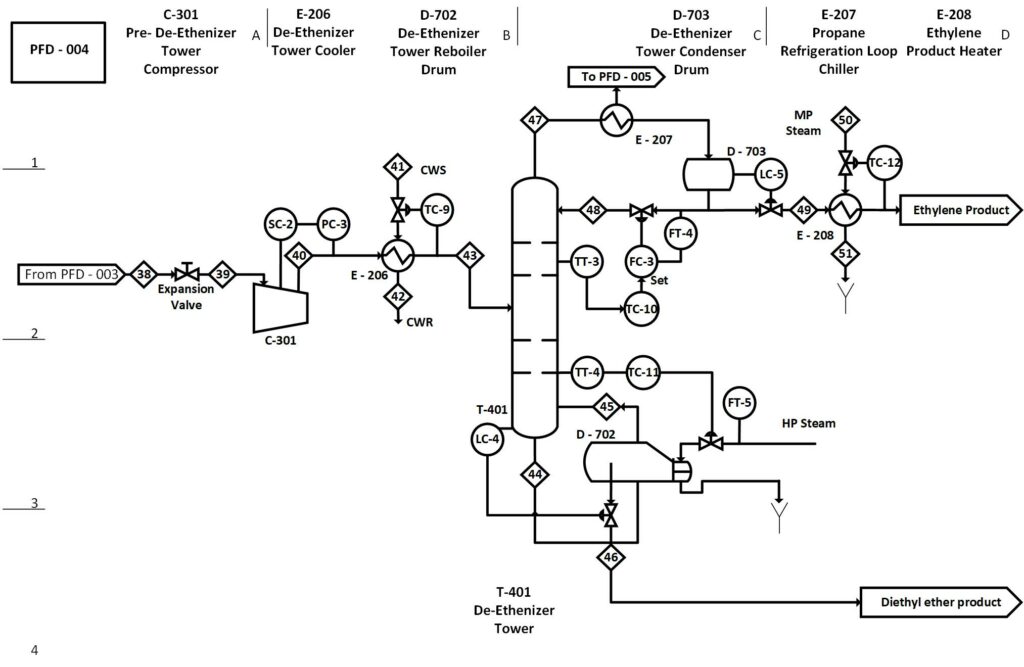
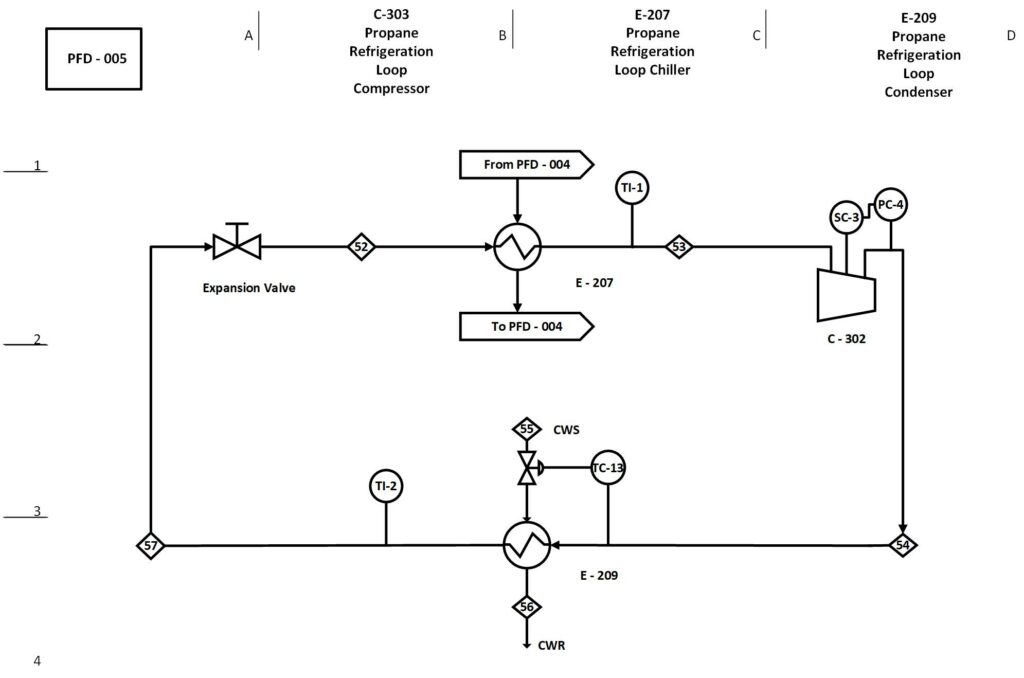
PFD
Plot plan
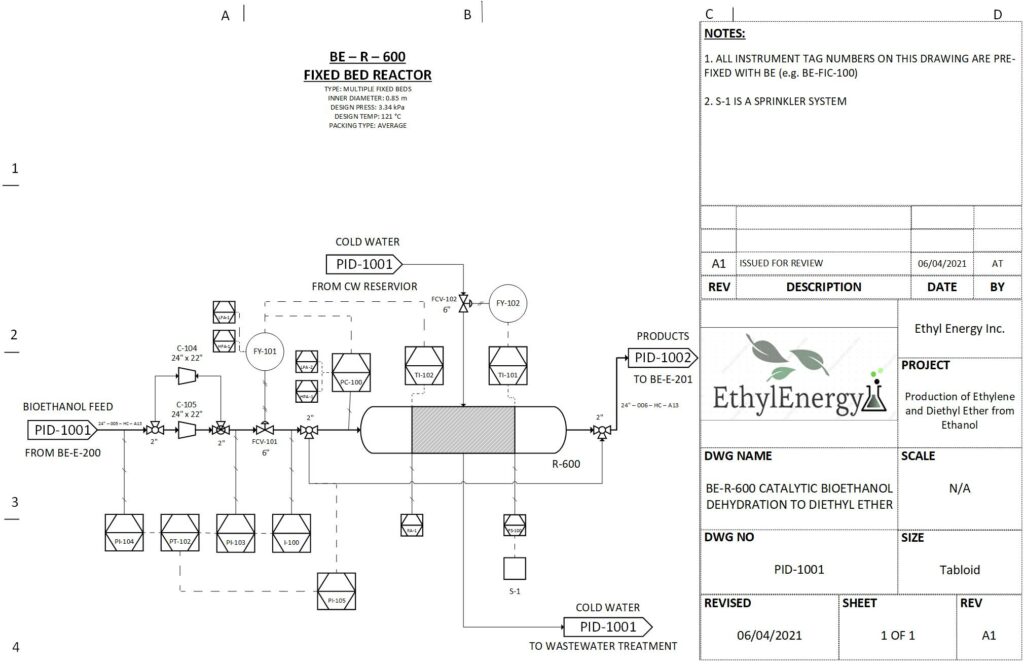
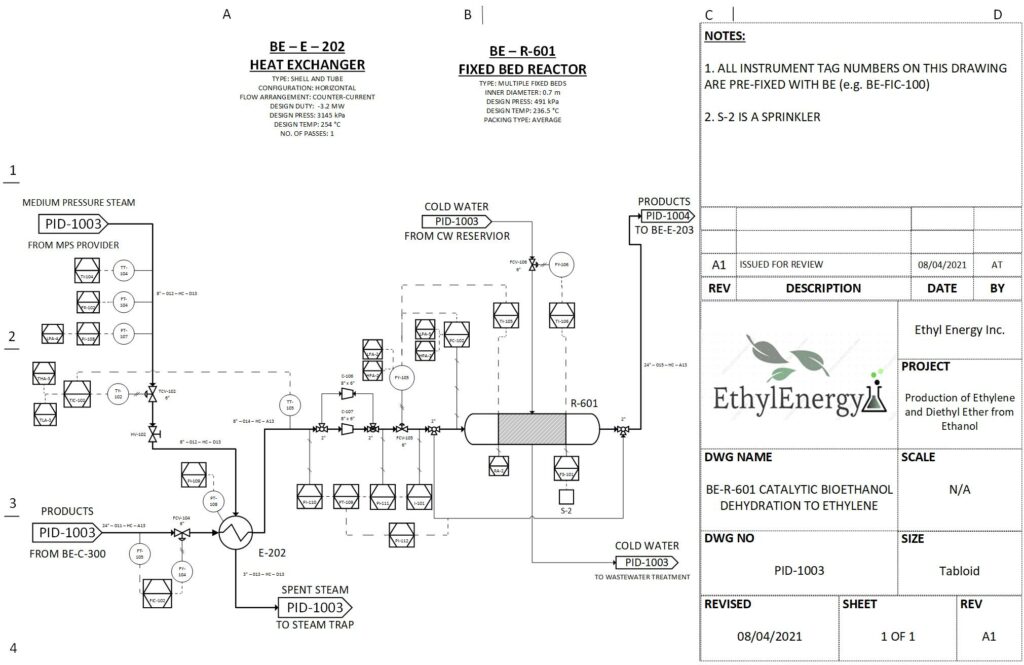
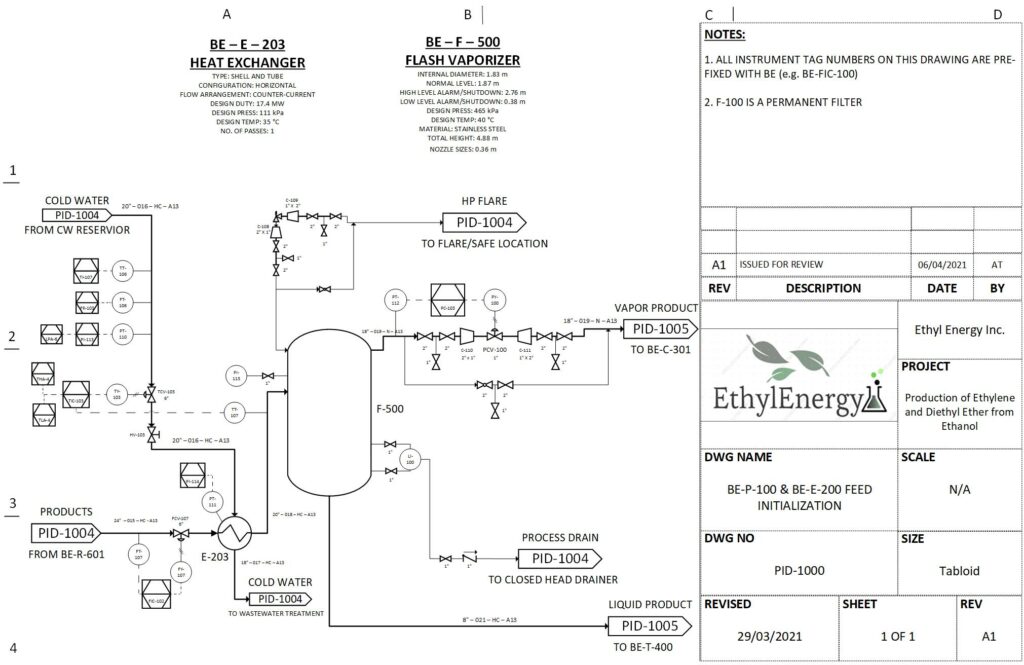
Sample P&IDS